F16AC Air Compressor Condensate Oil Removal System
Green Up! and Affordably Remove Oil from Air Compressor Condensate using the field proven F16AC Compressor Coalescer
A compressed air system produces condensation, which is the moisture that drops out of a compressed air flow as it cools. This condensation will contain oil if the compressor uses lubrication in its compression chamber: these include oil-flooded rotary screw compressors and reciprocating compressors with lubricated cylinders. The F16AC Muscle Compressor Coalescer is the air compressor condensate management system needed to separate this oil from the condensate water - and the media never needs replacing (economical and green)!
News flash:rumor has it that ISO 14000 environmental standards will be rolled into the ISO 9000 quality standards. The F16AC has been tested in Northern Ohio to remove oil to less than 100 ppm. Green Up! and install an F16AC to remove oil from your compressor condensate.
At $529 (plus shipping), with the F16AC you can be Green and affordably treat oily air compressor condensate yourself and lower air compressor discharge costs up to 98% versus the expense of hauling it off site.
As environmental standards tighten, it becomes increasingly important to trap this oil:
Did you know it is unlawful to drain your oily air compressor condensate directly to the sewer without first treating it for harmful contaminants?
The Clean Water Act of 1970 created the Environmental Protection Agency (EPA) which is actively enforcing its regulations to maintain a safe and green environment.
Most oily compressor condensate contains a minimum of 300 ppm of oil, so dispensing it directly to your drain is a thing of the past, as you face large fines if your facility is inspected.
The Muscle™ Condensate Management System (CMS) treats most compressor condensate to less than 100 ppm without the use of expensive replacement filters such as activated carbon, oil absorbers, or clay.
Most local municipalities accept waste water which is pretreated to 100 ppm, having the ability to further treat and remove any remaining contaminants to comply with Title 40, Part 279 of the Code of Federal Regulations which dictates the Rules Governing Proper Handling and Disposal of Used Oil. These rules specify that there can be no more than 40 ppm oil in the waste water drained into main waterways.
Applications: gas stations, ski resorts, spa's -- any location that uses an air compressor!
Call 440-528-0693 now to speak to a compressor condensate separator specialist.
F16AC Product Profile
F16AC Specifications Sheet
F16AC White Paper
F16AC Manual
Robust and simple, yet designed for the unexpected, you'll find that the Muscle Condensate Management System is the alternative to expensive separation systems, is suitable for almost any size compressor system, and should be part of your condensate maintenance program. In most cases, this system will effectively separate your oily compressor condensate to comply with other environmental safety standards, such as ISO14001.
Lower Air Compressor Condensate Waste Costs up to 98% Versus Hauling It Off Site
Dirty air compressor condensate is mostly water. Expect a 50:1 ratio, 50 parts water to 1 part oil (or just 1 gallon of oil in a 55 gallon drum of condensate).
Air systems can produce an enormous amount of condensate each day. A 100 HP compressor operating in a climate of 70°F with 80% humidity generates 2 gallons of condensate each hour.
Disposal companies charge between $150 to $250 to dispose of a 55 gallon drum of oily air compressor condensate.
The savings are considerable if you separate your condensate on site, paying only to dispose of the oil:
If you use the numbers above, a 100 HP compressor, operating 24 hours, will produce a minimum of 48 gallons of condensate a day and only 0.96 gallons of this is oil. It will take you 57 days to accumulate (1) 55 gallon drum of oil with a minimum disposal cost of $150.
In that same 57 days, without separation, you will accumulate almost (50) 55 gallon drums of condensate with a minimum disposal cost of $7,500. The Muscle saves you over $7,000 in disposal cost during 2 months of operating!
The Muscle Condensate Management System will minimize your air compressor condensate waste stream and treat it effectively to comply with EPA and local municipality regulations.
The Muscle™ Condensate Management System for Separating Oil from Air Compressor Condensate
Robust, yet simple, the Muscle Condensate Management System is the alternative to expensive separation systems, is suitable for almost any size compressor system, and should be part of any condensate maintenance program.
Do not be fooled by expensive systems with expensive replacement filter elements, like activated carbon. Although the elements capture dirt, rust, or scale, these are not commonly regulated contaminants or in abundance to pose environmental concern.
Other systems utilize oil absorbent filters or clay that also require frequent replacement. These elements absorb the oil but this process is unnecessary for those shops that already have waste oil collection and disposal routines.
Keep in mind that you only have to treat your condensate to the level that will be accepted by your local municipality-they will do the rest!
Contact Zebra today to determine if the Muscle Condensate Management System will meet your oil separation needs, providing effective treatment to dispense directly to your drain!
Features Include:
No consumable components
Automatic air release vent
Automatic de-oiled water drain port
Spin-welded fittings to prevent leaks
Durable, translucent barrel
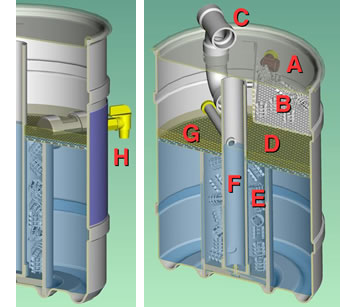
Coalescing media increases surface area for oils to readily collect and separate
Air compressor condensate flows through diffusing chamber containing non-consumable media
C.
De-watered air automatically exits via vent
D.
Water and oils collect
E.
De-oiled water forced down and through non consumable media to remove trace oils, then through tube to exit
F.
De-oiled water automatic discharge
G.
Contaminant oil floats to surface
H.
Manual oil discharge
Will the Muscle Condensate Management System Work for You?
In general, the Muscle Condensate Management System works most efficiently for those compressor operations that accumulate less than fifty gallons of condensate per week, allowing for the manual discharge of the separated oil once per week.
Zebra can calculate your totals, based off the below information, and advise how often you must release the compressor condensate and manually drain the separated oil:
1. Who is the compressor manufacturer?
2. What is the HP or cfm of your compressor?
3. What is the average room temperature in the location of the compressor?
4. What is the average relative humidity in that location?
5. What are the actual run hours of this compressor?
6. What is the appearance of the separated water portion (clear or more milky in nature?)
Testimonial for the Muscle Condensate Management System
“Wishes to Remain Anonymous” Company, All Across America
Paul, a twenty-year environmental engineer veteran, works for a national auto service center.
He had a condensate management system specified to separate oil from his air compressor condensate, but given this system was expensive and required replacement filters, he decided to research his options once more as this project again crossed his desk.
In short order, he found a much less expensive option- the Muscle Condensate Management System (CMS).
The Muscle installed and operated easily, says Paul, and was approved during their safety audit in June 2010.
Fifteen minutes of his time saved Paul's company 72K to date, with another 1M in savings over the next year as they equip all of their locations with the Muscle!
Webber Gage/Division of LS Starrett Co., Cleveland, OH
Dave, the Maintenance Manager at Webber Gage, was concerned about their age old method of dispensing their air compressor condensate straight to the sewer. He heard of the Muscle Condensate Management System through a friend in the industry, and decided to try it.
The Muscle separated the oil well, treating the wastewater to a level well below what his municipality required. Dave now rests a little easier, and has a more convenient and economical method to separate his air compressor condensate.
Compax, Inc., Aneheim, CA
Blaise is the Maintenance Manager at Compax and was put to the charge of equipping his air compressors with a condensate management system to remove its oil content. He had just returned from Put-in-Bay, OH and had a blast riding the golf cart around the island, so was happy to handle it.
The Muscle Condensate Management System has been efficiently separating his air compressor condensate ever since. Blaise says it was priced right, it works right, and he likes the fact that he does not have to mess around with replacement filters-it takes care of itself!
Specifications of the Muscle Condensate Management System for Air Compressor Condensate
Model Number:
F16AC
Tank Material:
Polyethylene
Tank Capacity:
8 gallons (30 liters)
Tank Height:
20” (51cm)
Tank Diameter:
17” (43cm)
Tank Weight:
20 lbs. (9kg)
Tank Fittings:
Spin-welded
Temperature:
41-95°F (5-35°C)
Inlet Connection, max.:
1/2” (12.7mm)
Inlet Pressure, max.:
150 psi (10.3 barg)
Condensate, per release, max.:
1 gallon (3.78 liters)
Release Interval, min.:
5 minutes
Oil Volume Capacity, max.:
0.75 gallons (2.84 liters)
Outlet Connection:
1/2” (12.7mm)
Hoses:
Not included
Air Vent:
Automatic
Water Release:
Automatic
Oil Drain:
Manual
Drum Dolly:
#FXDD15, Sold separately
Dual Units:
Available with manifold when condensate output greater than
capacity of one unit
The Muscle Condensate Management System is an oil/water separator which utilizes the method of gravity separation to separate oil from water. In some cases where there are specialized detergents in a compressor lubricant, a stable oil/water emulsion may remain, and will appear milky in nature. These emulsions are generally safe to dispose of, however, each local municipality will have their own limit based upon oil contaminant content, volumes generated, and their ability to treat it.
Please contact Zebra for more information regarding these emulsions and information on our testing services. We can determine contaminant levels within your condensate waste stream and if they will be effectively treated by the Muscle without further treatment by your facility.
More Information regarding Air Compressor Maintenance
Air compressor maintenance, in regard to properly draining the system, depends upon the volume of air compressor condensate accumulated. The volume of condensate in a system will vary with weather conditions, depending upon the temperature of the air and its humidity.
For instance, a 100 HP compressor, taking in 400 cfm, will accumulate just over .5 gallons of condensate per hour when the air temperature is 50°F having 40% humidity. This same compressor, operating when the air temperature is 80°F with 60% humidity, will generate just under 3 gallons of condensate per hour.
Do not underestimate the possible damage caused by the accumulation of condensate within an air compressor. Left to build up, rust and scale will accumulate within the piping system and eventually ruin machinery reliant on the air supply.
 F16AC Air Compressor Condensate Oil Removal System
F16AC Air Compressor Condensate Oil Removal System




 How the Muscle Condensate Management System Works
How the Muscle Condensate Management System Works